Burr and Welding Inspection of Power Battery Injection Hole
время выпуска间:2020-03-05
Приложение
автор:David
The injection hole on the power battery cover plate is mainly used to inject electrolyte into the interior of the battery cell, and then sealed with sealing nails using laser welding
The current battery injection holes are sealed by inserting sealing nails and welding the surface.
After the liquid injection hole is welded and sealed, during the insertion process, the sealing nail and the inner wall of the liquid injection hole produce a interference fit, the sealing nail and the inner wall surface of the liquid injection hole have severe friction, and the burrs dropped by friction fall into the battery, causing internal short circuit.
Therefore, the inner wall of the liquid injection hole needs to undergo burr detection to ensure sufficient smoothness, which can be tightly sucked together with the surface of the sealing nail, forming a complete sealing body.
The welding quality directly affects the sealing degree of the injection hole. Poor welding can cause damage to the appearance of the battery, while in severe cases, it can lead to battery life and performance issues such as liquid leakage and lithium evolution.
glitch detection
By conducting burr detection on the liquid injection hole of the battery cover plate, defective products are eliminated before packaging, reducing subsequent costs.
Using a machine vision system combined with software to automatically detect burrs in the injection hole, combined with assembly line production, achieves a dual effect improvement in production efficiency and yield rate.
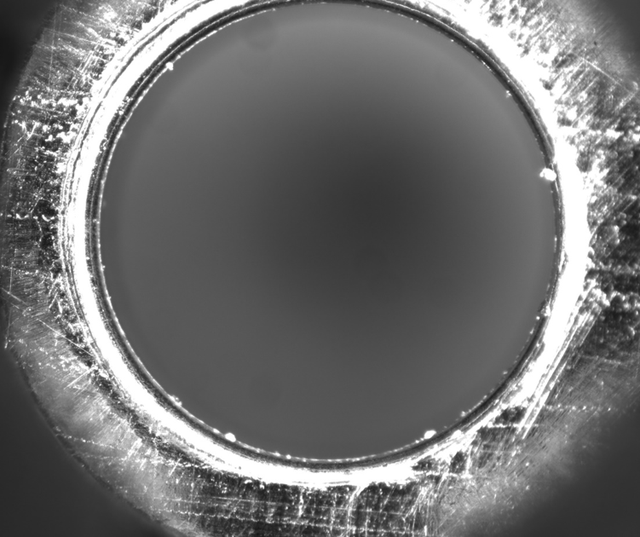
Detect from the back of the cover plate
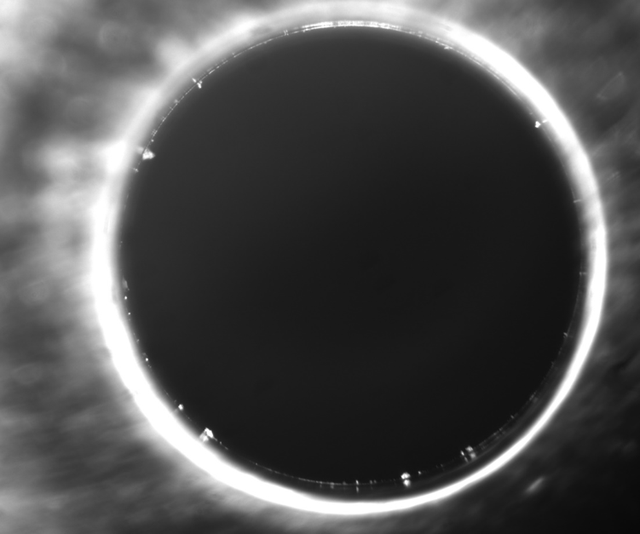
Front inspection of cover plate
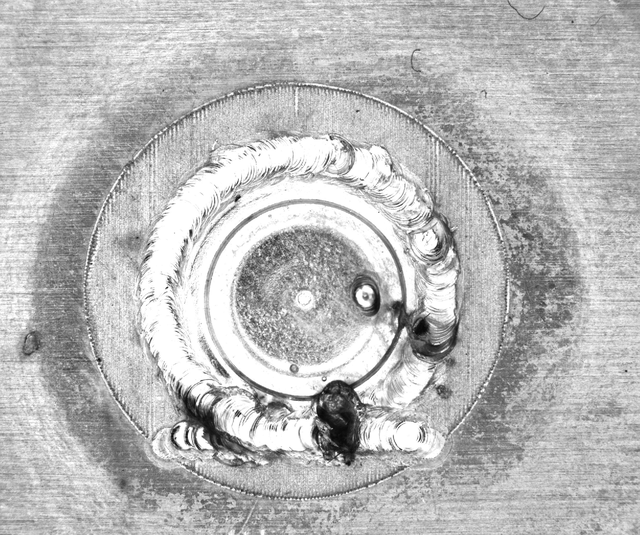
Solder joint inspection
The welding of the injection hole needs to be precise enough, and currently laser welding is used, which is faster and more precise.
During welding, the positioning ability of the visual system is also used. After welding is completed, visual inspection is used to ensure the uniformity and coverage of the welding points.